
ブリーズメタル洗浄・メンテナンス
洗浄方法
機械加工後は、ブリーズメタル内部に加工液が残留し、錆による通気不足や成形不良の原因となります。必ず加工液を除去してから使用して下さい。手順(1)
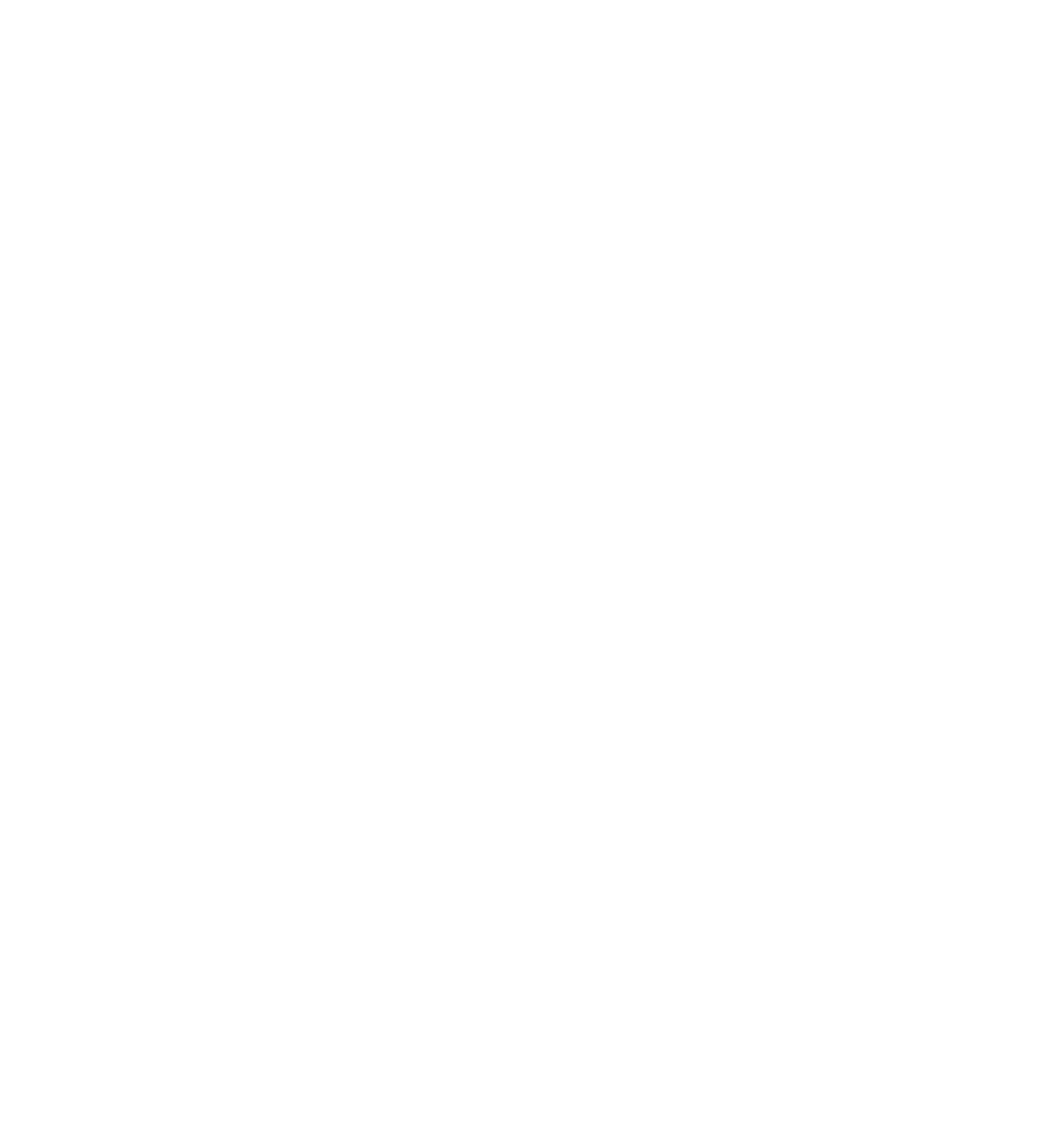
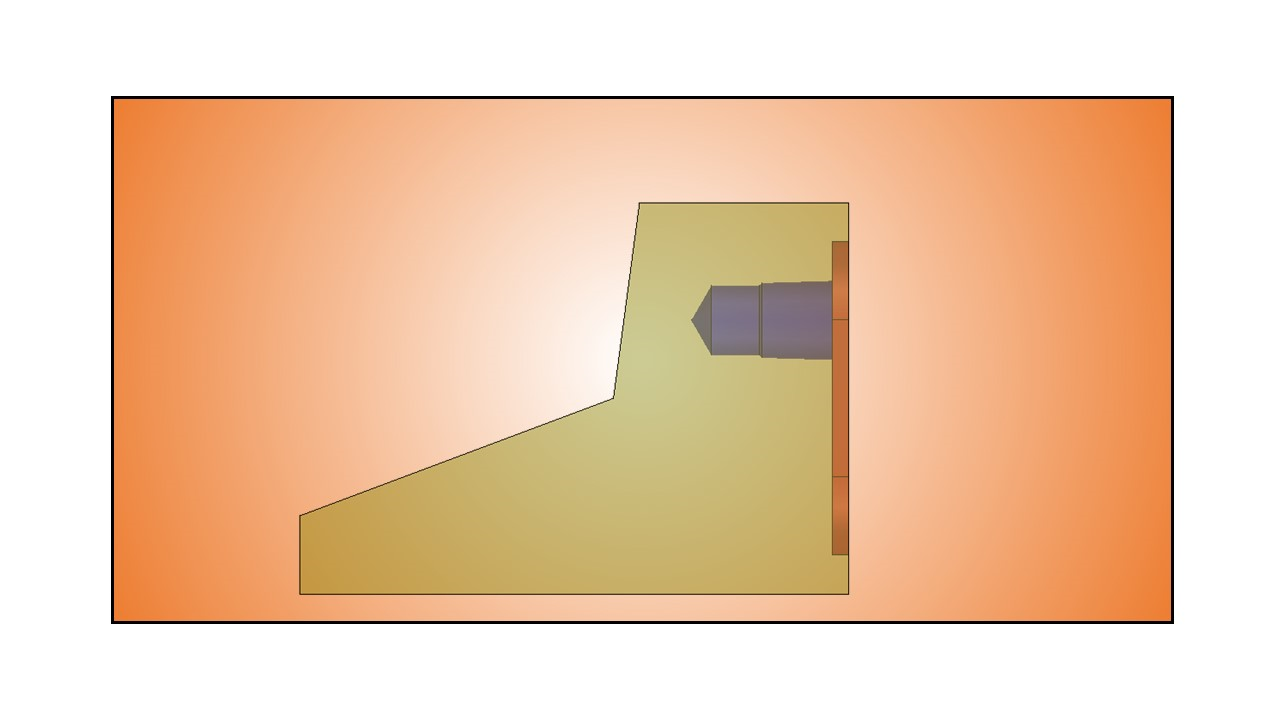
ブリーズメタル入子の裏面に設けたPTタップにエア継手を取り付けて下さい。
PTタップを設けていない場合は、放電面にゴム栓などを用いてエアが漏れない様にエアホースを固定して下さい。
手順(2)
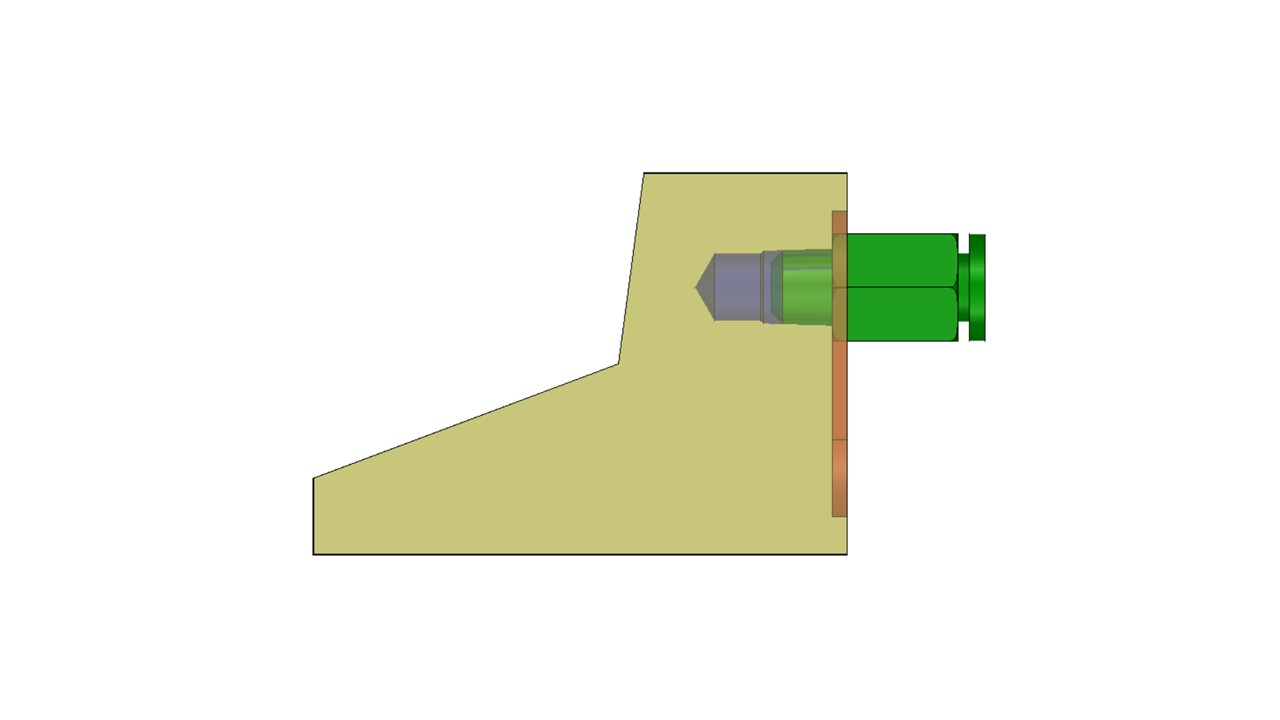
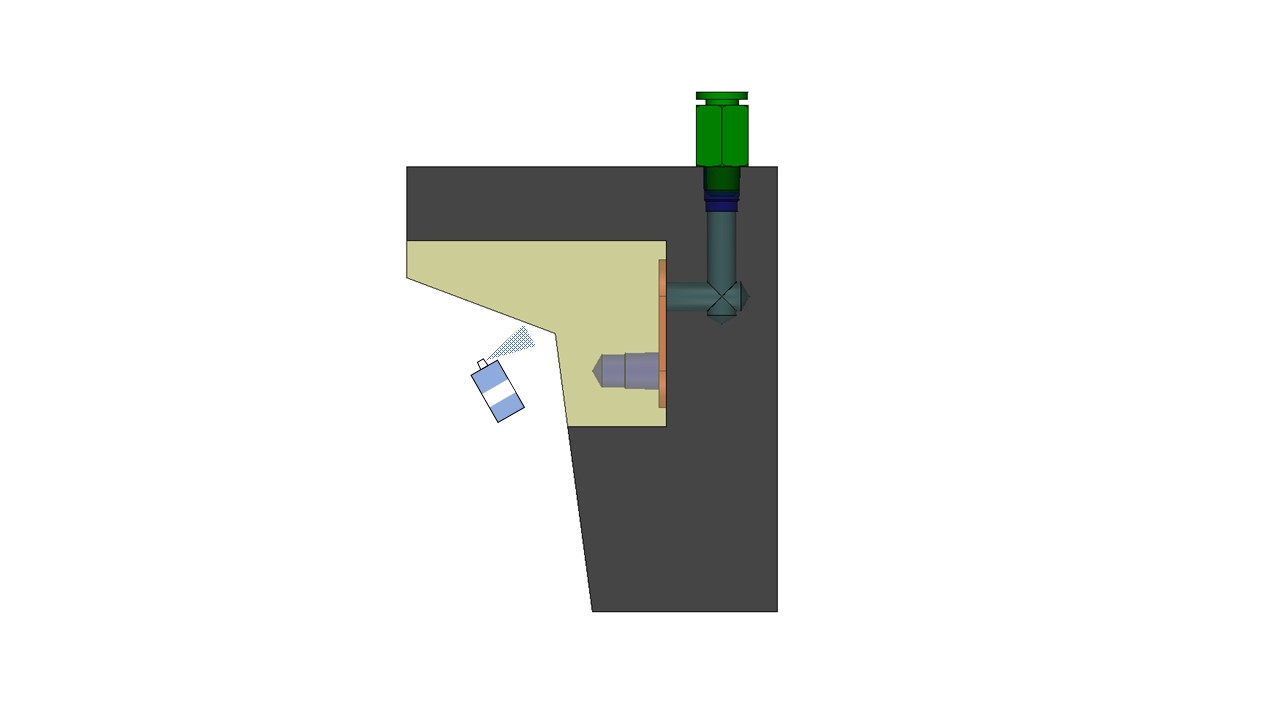
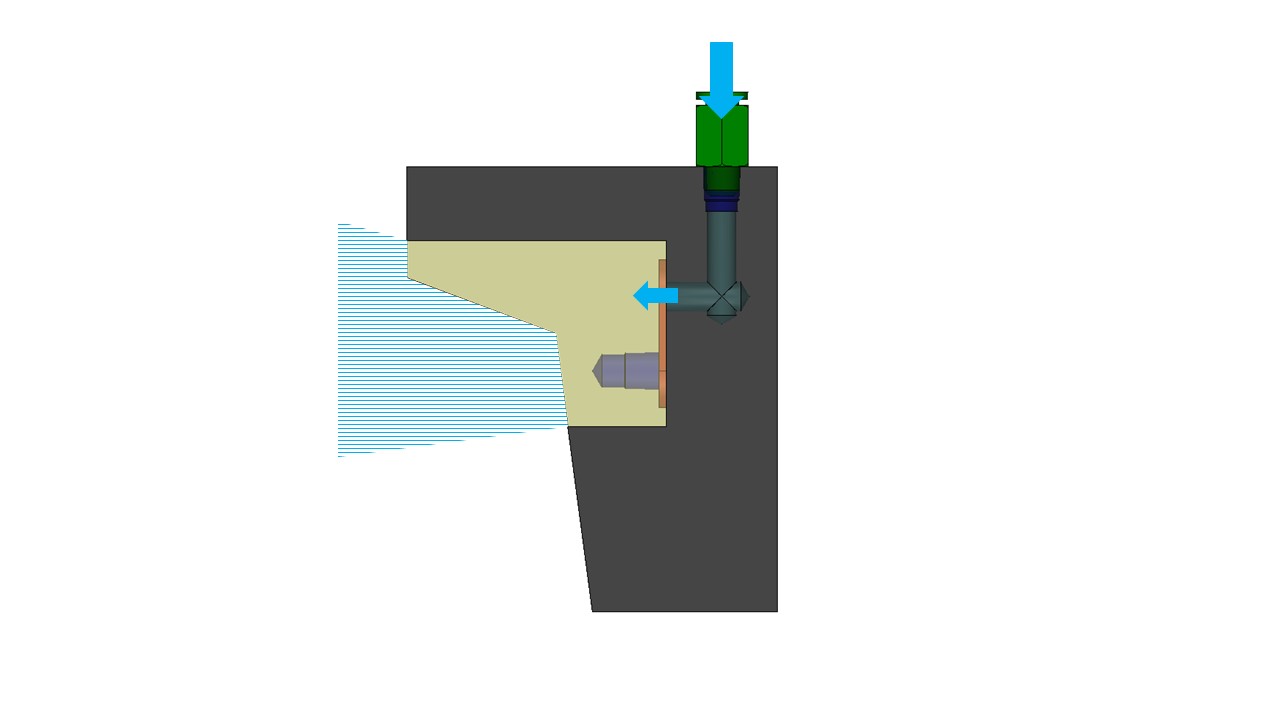
エア継手にホースをつなぎ0.5MPaで約10分エアブローして下さい。表面に染み出た加工液をウエスで拭取って下さい。
※注意※
エアを吹き込むと内部に溜まっている加工液が噴出する場合があります。
ウエスなどで必ず飛散防止をして下さい。
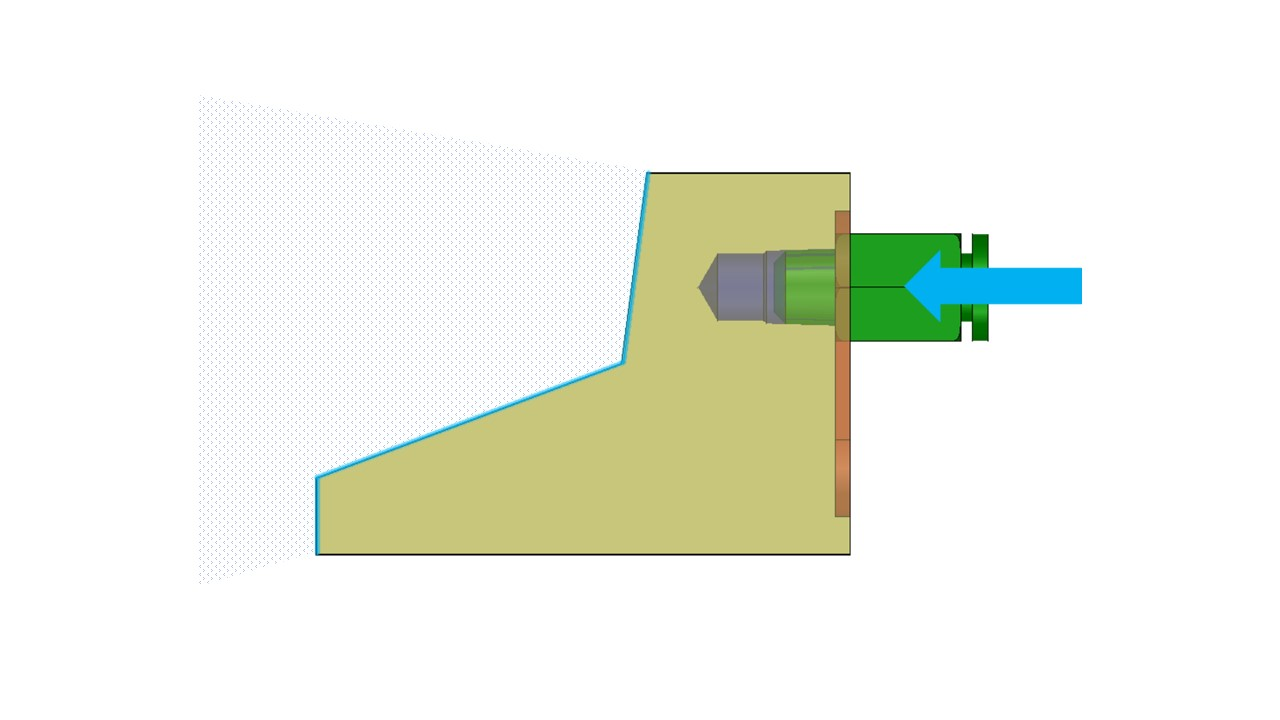
手順(3)
超音波洗浄機で金属用洗浄液を使用して1~2時間洗浄して下さい。洗浄液は60~70℃推奨
超音波洗浄機がない場合は、お湯で洗って下さい。
手順(4)
工業用乾燥機で水分が完全に飛ぶまで乾燥させて下さい。温度は120~150℃推奨
乾燥機がない場合は、手順(2)を水分が完全に出なくなるまで行って下さい。
メンテナンス方法
ブリーズメタルは成形を繰り返すうちに内部にガスヤニが付着し、放っておくとヤニが詰まって通気性が悪くなります。定期的にメンテナンスを行って下さい。日常のメンテナンス(成形機上)
手順1
モールドベースに設けたPTタップにエア継手・ホースを接続。ブリーズメタル入子面に金型洗浄剤を塗布して下さい。
洗浄剤は普段使用しているもので結構です。
手順2
0.5Mpaでエアを吹き込んで下さい。洗浄剤がでなくなったら、金型表面をウエスで拭取って下さい。
定期メンテナンス
金型を成形機から降ろしたタイミングで、ブリーズメタル入子を金型から取り外して洗浄を行って下さい。洗浄手順は上記の洗浄手順と同様になります。
エアブローをしても洗浄剤が噴出しない場合は、内部でガスヤニが詰まっています。アセトンなどの有機溶剤を使用してガスヤニを取り除いて下さい。