
成形不良の解析
射出成形不具合(成形不良)について
射出成形においての主な不具合(不良)は、次の通りである。。①充填不良(ショートショット)
樹脂が製品末端まで行き届かず製品として成り立たない。形状不具合
②ばり(フラッシュ)
樹脂を金型に充填させた時に、パーティングラインからはみ出てしまう現象。後加工で取り除く必要がある。
③エアートラップ
金型内の空気又は、発生ガスが充填された樹脂により閉じ込められた状態。強度不足、ひけ、ショートの原因にもなる。
④焼け
樹脂が充填される時に金型内の空気、ガスが金型の外に逃げる事が出来ず断熱圧縮されて焦げてしまう事を言う。
⑤ひけ
製品の外観不良の一種、製品面にえくぼのように凹んだ状態の事をいう。
⑥そり(寸法不具合)
成形品に歪みが出てしまった状態、又、狙った寸法値に収まらない状態の事をいう。
⑦シルバー(銀条)
樹脂の乾燥不足により揮発した水分が成形中に製品表面に出て樹脂の流れ方向に引きずるような跡を残します。外観不良の一種です。
⑧ゲートマーク
ゲートの周りに出る転写ムラの事である。外観不良の一種。

①ショートショット(充填不良)
| 説明 | 製品部末端まで樹脂が回っていない状態 製品形状か欠けている |
|---|---|
| 要因 | 計量不足、充填速度が遅い、圧力不足、樹脂の固化が早い、 金型内のエアー逃げが悪い、エアベント不足 |
| 対策 | 適切な計量、充填速度を早くする、圧力を上げる、樹脂温度を上げる。金型温度を上げる。エアベントを良くする。充填バランスを良くする。 |

④焼け
| 説明 | 金型内の空気、又はガスが金型の外へ排出できず断熱圧縮され製品が焦げてしまう事 |
|---|---|
| 要因 | エアベント不足、射出速度が速すぎる |
| 対策 | エアベント追加、金型の清掃、射出速度を遅くする |

⑤ひけ
| 説明 | 外観不良の一種、製品面にえくぼの様に凹んだ面が出来る事を指す。樹脂が収縮する際に表面を引っ張って収縮する為に起こる。 |
|---|---|
| 要因 | 製品の肉厚部、金型冷却の不均一、リブ、ボス部の肉厚比、収縮の大きい材料、樹脂供給不足、 |
| 対策 | 保圧の増加、ゲートランナーを太くする。製品の肉盗み、材料変更 |

⑥そり(歪み、寸法不具合)
| 説明 | 成形品に歪みが出てしまった状態、寸法公差に入らない場合もいう。 |
|---|---|
| 要因 | 収縮差(均一に収縮しない)温度差(金型温度差)樹脂配向、繊維配向による異方性、過充填 |
| 対策 | 保圧の最適化(圧力、時間)キャビコアの温度差を小さくする、ゲートを増やす、製品の肉厚を変更 |
成形不良の原因と対策について
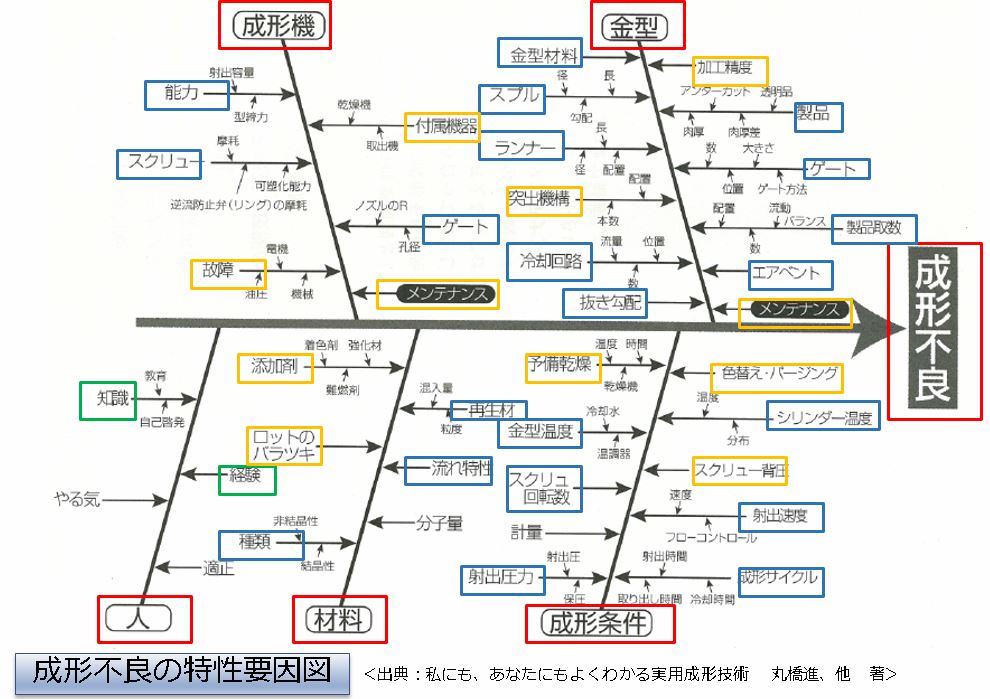
成形不良の原因と対策を検討する際に参考になる成形不良の特性要因図を上に示す。
ここで重要なことは様々な要因が合わさって不良が発生してるという事である。
成形樹脂、成形機、金型、成形機、成形条件、人という多角的観点から不良に向き合い解決する姿勢をお勧めしたい。
例えば、充填不良が起きたという場合は、成形条件だけで対策が出来ればよし、条件だけでダメならば、金型側で修正が必要となる。(ゲート寸法、点数、位置)もし、樹脂を変更出来るのならば、充填しやすいものに変更するのもありである。成形機がより高速射出出来るものならば、他の変更がなくても解決する場合もある。
樹脂流動解析を使った成形不具合対策について
弊社では、樹脂流動解析Moldex3Dを使って成形不具合の要因分析を行います。
製品形状、ゲート位置ランナー設計、金型冷却レイアウト、樹脂、成形機及び条件、総合的に分析をして不具合の主要因に手を打っていきます。
①成形性分析→充填解析(ショートショット、エアトラップ、ウェルド位置、必要型締力)
②生産性分析→保圧、金型温度解析(ゲートシール時間、サイクル予測、冷却レイアウトの最適化)
③品質分析→そり変形解析(寸法精度、そり量、ひけ量予測)
樹脂流動解析についてはこちらからご覧ください 受託解析Moldex3D
成形不具合を解析依頼したい場合は、下記問い合わせからご依頼ください。
- そり、ひけの要因分析をすることで、対策を盛り込む→製品品質向上
- 熱溜まり(ホットスポット)箇所の特定と冷却回路の提案→サイクル時間短縮(コストダウン)
(問い合わせはこちらから)